Designing plastic parts is often harder than designing metal ones because plastics behave in unpredictable ways. Are you struggling with warped parts, inconsistent tolerances, or unexpected material costs in your projects?
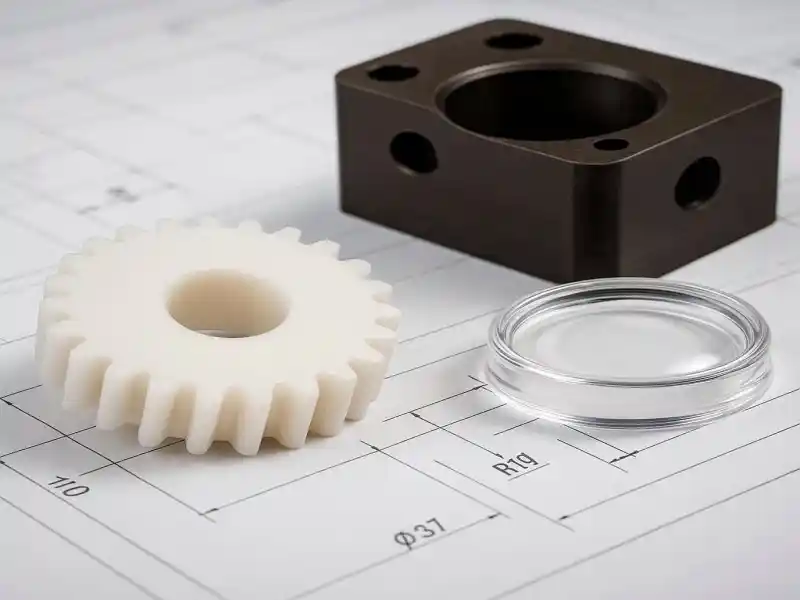
CNC plastic machining¹ provides a bridge between early prototypes and mass production. It offers real material properties and high precision for low-to-mid volume runs. This method ensures your parts perform exactly like the final product without the high cost of injection molds or the brittleness of 3D prints.
I have seen many engineers face delays because their designs didn’t account for how plastic reacts to heat and cutting forces. I want to share my twenty years of experience at Ranglink to help you avoid these common traps.
Why Choose CNC Machining for Plastic Parts over 3D Printing or Injection Molding?
Are you tired of 3D-printed prototypes that look great but break as soon as you tighten a single screw? Many designers get fooled by the visual finish of resin prints only to find the functional strength is missing.
CNC machining is better for functional testing because it uses real, production-grade materials with consistent density and mechanical strength. Unlike injection molding², it requires no expensive steel molds, making it the most cost-effective choice for small batches of 50 to 500 high-quality parts.
I once had a client who brought me a 3D-printed part and asked me to copy it exactly. The printed part was brittle like a cracker, and the threads stripped instantly. I told him that if he needs to do functional validation, he cannot rely on print data. Printing and machining use different materials and show different mechanical behaviors. If you need to pass UL certification³ or aging tests, the data from a CNC-machined part is much more reliable because the material is the same as the final injection-molded version.
When it comes to injection molding, the mold fee is a huge wall for startups. A steel mold can cost tens of thousands of dollars. If you only need 200 parts, the cost per part just for the mold is way higher than the CNC machining fee. In the small-batch stage, CNC is clearly the best path forward. We use extruded or cast plates and bars, so the density and strength match what you will get in mass production later.
| Process | Strength | Initial Cost | Material Selection |
|---|---|---|---|
| 3D Printing⁴ | Low (Layer bonds) | Very Low | Limited resins/filaments |
| CNC Machining | High (Solid block) | Medium | Nearly all engineering plastics |
| Injection Molding | High (Uniform) | Very High (Tooling) | Production-grade pellets |
What plastic is best for CNC machining?
Do you feel overwhelmed by the hundreds of plastic grades available and worry about picking one that is too expensive or impossible to machine? Choosing the wrong material can lead to parts that warp, crack, or fail to hold a thread.
POM⁵, also known as Delrin, is the best overall plastic for CNC machining due to its excellent dimensional stability and ease of cutting. For transparency, PC or Acrylic are top choices, while PEEK is the ultimate option for extreme temperatures despite its high cost and machining difficulty.
In my shop, POM is the king of materials. It machines so smoothly that the chips fall away like fine sand, and the dimensions stay rock solid. However, I always warn engineers: do not use POM if you need to glue parts together. Its surface energy is so low that glue will not stick. If your assembly needs bonding, I suggest switching to PC or ABS instead.
Then there is Nylon. It is a great material, but it “breathes.” I learned this the hard way when I shipped a batch of Nylon gears to a customer during a humid rainy season. The holes shrank by 0.05mm because the material absorbed moisture, and we had to rework the whole batch. Now, we keep Nylon parts in a temperature-controlled room for 48 hours before the final check. Also, be careful with Acrylic⁶. It is beautiful but as brittle as glass. You cannot have sharp corners or thin walls near screw holes, or the whole plate will crack when you tighten the hardware.
| Material | Key Advantage | Major Weakness | Common Use |
|---|---|---|---|
| POM (Delrin) | Stable & easy to cut | Hard to bond/glue | Gears, bushings, valves |
| PC⁷ (Polycarbonate) | Impact resistant | Sensitive to chemicals | Housings, lenses |
| Nylon (PA6/66) | Wear resistant | Absorbs moisture | Bearings, structural parts |
| PEEK⁸ | High temperature | Very expensive | Aerospace, medical |
View our complete list of CNC plastic materials
What is the standard tolerance of CNC machined plastic?

Why does your supplier keep complaining about the tight tolerances on your plastic part drawings when they can hit those same numbers in aluminum? It is frustrating when a design that works on paper fails to meet inspection in the real world.
The standard commercial tolerance for CNC plastic is typically ±0.1mm (±0.004″). While ±0.05mm is possible for stable materials like POM, plastic expands 5 to 10 times more than metal when heated. Requesting tighter tolerances often doubles the cost due to specialized cooling and slow machining steps.
I often see drawings with ±0.02mm tolerances on plastic parts. When I see that, I call the engineer to ask if they really need it. Plastic grows when it gets warm from friction and shrinks back when it cools. If we must hit those tiny numbers, we have to machine the part in stages and let it sit in a climate-controlled room. This makes the cost explode.
I always tell my clients that the “most economic tolerance” is better than the “tightest tolerance.” My advice is to keep tight tolerances only for mating surfaces. For everything else, let it go to ±0.1mm or even ±0.2mm. This does not hurt the function of the part, but it can make the machining 30% faster. When I review drawings for my customers, I point out where they can relax the numbers to save money without losing quality.
What is the best way to cut plastic precisely?

Have you ever received a plastic part that looked fuzzy or had melted edges instead of a clean, crisp finish? This usually happens because the shop treated the plastic like it was just a soft piece of metal.
The best way to cut plastic precisely is to use extremely sharp, polished tools and a “low speed, high feed” strategy. This approach minimizes heat buildup. Using the wrong tools or the wrong RPM will cause the plastic to melt, gum up the tool, or crack the part.
If you use a tool meant for metal to cut plastic, you will have a disaster. At Ranglink, we have a special set of milling tools used only for plastic. These have mirror-polished edges. If you use a dull tool that just cut stainless steel to cut Acrylic, the surface will look like sandpaper.
Heat is the enemy of plastic. When we cut metal, we worry about the tool getting soft. When we cut plastic, we worry about the material melting. Our strategy is to keep the spindle speed low and the feed rate⁹ fast. If the speed is too high, the friction makes the plastic stick to the tool and burn. If the feed is too slow, the tool rubs the same spot too long and creates heat. Finding that balance is where the skill of a master machinist comes in. Also, we are careful with fluids. Some plastics like PC will crack if they touch oily coolants, so we often use only compressed air to keep things cool.
What are the common mistakes when machining plastic? (And how to avoid them)
Why do your plastic parts sometimes come out warped or with stripped threads even when the dimensions seemed fine during production? These hidden errors usually stem from ignoring the unique physical properties of polymers during the setup phase.
The most common mistake is clamping the material too tightly in the vise, which causes the part to spring back and deform once released. Other errors include ignoring internal stresses in cheap materials and designing threads that are too small or too fine for soft plastic to hold.
The silliest mistake I see is “clamping like it is steel.” Plastic is much more flexible than metal. If you crush a piece of Acrylic in a vise, it might change shape by 0.1mm. When you let go, it snaps back, and now all your holes are in the wrong place. We solve this by roughing the part out first to release internal stress¹⁰, then clamping it very lightly for the final finish.
Another big issue is using cheap, recycled plastic boards. These are full of internal stress. As soon as the tool goes in, the part curls up like a potato chip. This is why I always use certified extrusion or casting grade materials. They cost a bit more, but the scrap rate is almost zero. Finally, think about your threads. Tiny threads (under M2) strip very easily in plastic. I always suggest my customers use metal inserts or at least use a larger thread with a coarse pitch. Self-tapping screws should not be removed more than three times, or the hole will be ruined.
Conclusion
Mastering CNC plastic machining requires balancing material choice, thermal expansion, and sharp tooling. By focusing on functional tolerances and proper clamping, you can get high-quality, cost-effective parts that perform perfectly.
Ready to start your next project?
Whether you need high-precision batch production or expert advice on the best machining path, I am here to help.
Contact me today for a fast quote:
Email: info@ranglink.com
WhatsApp: Message us on WhatsApp
- Overview of CNC milling processes used for shaping materials.
- Explanation of injection molding for high-volume plastic production.
- Information on UL safety certification and testing standards.
- Guide to additive manufacturing and 3D printing technologies.
- Properties and engineering uses of POM (Delrin) polymer.
- Technical data on Acrylic (PMMA) plastic properties.
- Characteristics of Polycarbonate, a tough transparent plastic.
- Details on PEEK, a high-performance aerospace polymer.
- Machining parameters and formulas for cutting feeds and speeds.
- Explanation of residual and internal stresses in materials.