Frustrated by geometry limitations or tool deflection¹ when designing high-performance components? Standard milling often forces you to compromise your vision, leading to rounded corners and weakened material integrity.
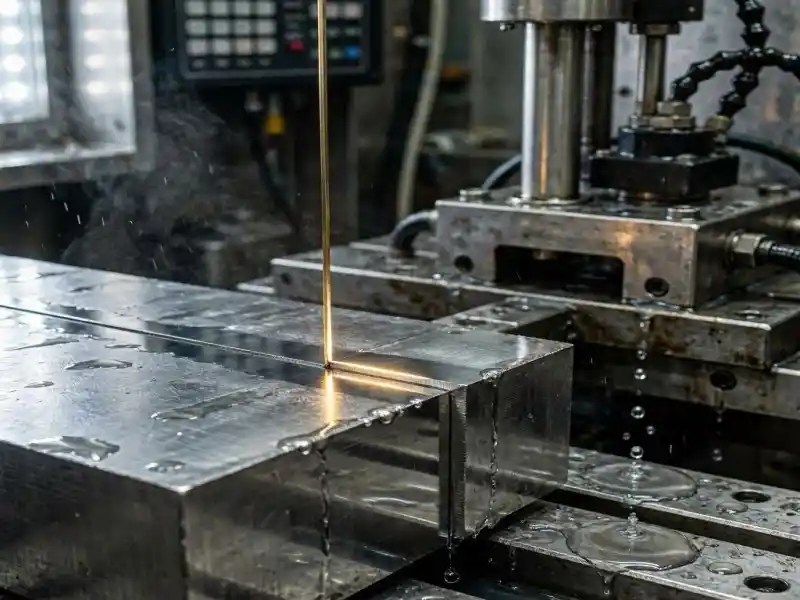
Electrical Discharge Machining (EDM machining) uses controlled electrical sparks to erode conductive materials. This non-contact process allows engineers to realize designs involving hardened alloys, ultra-sharp internal corners, and deep, narrow slots that are physically impossible to achieve with traditional rotary cutting tools.
As a design engineer, you want your parts to function exactly as drafted. At Ranglink, I have spent 20 years helping engineers bridge the gap between a complex CAD model and a finished physical part. If you have been told a feature is “unmachinable,” it is likely time to move beyond the limits of a spinning end mill.
Why does CNC milling fail on hard materials?

Are you tired of modifying your material specs because the machine shop cannot handle high-hardness alloys? Hard metals cause tool chatter and rapid wear, which compromises the dimensional accuracy of your critical designs.
CNC milling fails on hard materials because it relies on mechanical shear force. As material hardness increases, the required cutting force rises, causing tools to deflect or break. EDM removes material thermally, making the “toughness” of the metal completely irrelevant to the process.
In my experience at our 3,000 square meter facility, I often see designs for aerospace or medical parts that require hardened tool steel² or titanium³. When you mill these, the friction creates immense heat that can change the molecular structure of your part. EDM is different. Since the electrode never actually touches the workpiece, there is no mechanical stress. We can machine a part that is already heat-treated to 60+ HRC⁴ without worrying about it warping or cracking. This allows you to design for maximum durability without fearing the manufacturing phase.
Mechanical Stress Comparison for Engineers
| Design Factor | CNC Milling (Mechanical) | EDM (Thermal/Electrical) |
|---|---|---|
| Material State | Best for annealed/soft metals | Ideal for fully hardened metals |
| Residual Stress | High (due to physical cutting) | Very Low (no physical impact) |
| Thin Wall Capability | Risk of bending/vibration | High precision on delicate walls |
| Surface Integrity | Tool marks and burrs | Uniform matte finish; no burrs |
By choosing EDM for hard materials, you ensure the metallurgical properties⁵ of your design remain intact. We use our 100+ advanced machine tools to select the path that maintains your specified tolerances. This means you don’t have to “design down” to accommodate the limitations of a standard milling cutter.
How does EDM cut sharp internal corners?
Does your assembly require a zero-radius internal corner to accommodate a mating part? Standard CNC tools are round, meaning they always leave a radius that forces you to add “dog-bones” or clearances to your design.
EDM cuts sharp internal corners by using a shaped electrode (Sinker) or a vertical wire (Wire EDM). Because the process does not involve a rotating tool, it can produce perfectly square internal vertices with a radius as small as 0.01mm.
I often see engineering drawings where a “relief” was added to a corner just so a mill could cut it. This can weaken the part or affect the fluid dynamics⁶ of a manifold. With Sinker EDM, we machine a copper or graphite⁷ electrode to the exact inverse of your cavity. If your design has a sharp 90-degree edge, our electrode will have that same edge. As it “sinks” into the metal, it replicates that geometry perfectly. This is a game-changer for engineers working on high-precision molds, connectors, or interlocking mechanical components.
Technical Advantages for Precise Geometries
- Zero Tool Radius: Eliminates the need for design workarounds like “over-cutting” corners.
- High Aspect Ratios: We can create deep, thin ribs that would cause a standard end mill to snap instantly.
- Blind Hole Precision: Sinker EDM reaches the bottom of a hole and creates a flat, sharp floor.
At Ranglink, our skilled technicians use this capability alongside our overall precision cnc machining to support customized automated equipment projects. We understand that in high-level engineering, a 0.5mm radius where there should be a sharp corner can be the difference between a successful assembly and a total failure.
What are the main types of EDM and when do you use them?
Are you unsure which EDM process to specify on your technical drawings for the best results? Specifying the wrong method can lead to unnecessary costs or a surface finish that does not meet your functional requirements.
The two primary types are Wire EDM and Sinker (RAM) EDM. Wire EDM acts like a precision “cheese slicer” for through-features, while Sinker EDM uses a 3D-shaped tool to create complex blind cavities and intricate surface textures.
When I review designs with engineers, I categorize them by their “axis of exit.” If your part has a profile that goes all the way through—like a gear or a heavy-duty bracket—Wire EDM is the most efficient choice. It provides incredible linear accuracy. However, if you are designing a pocket for a mold or a hexagonal blind hole, Sinker EDM is required. We also utilize “Hole Popping” EDM for cooling channels in turbine blades⁸ or start-holes for the wire process, which can drill through any conductive material regardless of its depth-to-diameter ratio.
Engineering Application Matrix
| EDM Type | Best Structural Use | Engineer’s Benefit |
|---|---|---|
| Wire EDM | Keyways, gears, thick plates | Mirror-like finish and +/- 0.002mm accuracy |
| Sinker EDM | Molds, blind slots, internal threads | Complete geometric freedom in 3D space |
| Hole Popping | Small deep holes, venting | Capable of extremely high depth-to-width ratios |
Understanding these tools allows you to push the boundaries of your CAD models⁹. At Ranglink, our ISO9001¹⁰-certified process ensures that whichever method we choose, the result matches your digital file exactly. We produce the molds and fixtures that other shops turn down because they only rely on traditional milling and cnc turning.
Is EDM cost-effective for my project?
Do you hesitate to use EDM because you assume it is too slow or expensive for a standard project? While the hourly rate might be higher, the total cost of ownership for the part often drops when you consider the reduction in secondary operations.
EDM is cost-effective when it eliminates the need for manual finishing, prevents scrap on expensive materials, and allows for “one-setup” machining of complex features. It is particularly valuable for small-batch production and high-value prototypes where precision is non-negotiable.
I have found that engineers often save their companies money by choosing EDM early in the process. If you try to mill a complex part and it fails at the last step, you lose the material and the time. EDM is a very predictable and “safe” process. It produces a burr-free finish, meaning you don’t need to pay for extra deburring¹¹ or polishing. At Ranglink, we balance our 100+ machines to ensure your project uses the most economical path. If we can mill 90% of the part and only use EDM for the critical 10%, we pass those savings on to you.
Cost-Efficiency Factors for Design
- No Burrs: The spark erosion leaves a clean edge, saving hours of manual labor.
- Lights-Out Operation: Our CNC EDM machines can run unattended, which helps us keep lead times short for your prototypes.
- Tooling Savings: We don’t need to buy $500 custom milling bits for one specific alloy.
When you partner with us, you get more than just a shop; you get 20 years of manufacturing experience spanning advanced EDM, Sheet Metal Fabrication, and full-scale machining. We help you evaluate your design to see where EDM makes the most sense. This collaborative approach ensures you get a high-performance part that stays within your project budget.
Conclusion
EDM solves problems where milling hits its limits. It handles hard materials and creates sharp corners with ease. When you need that kind of precision, choose Ranglink for expert results.
Ready to start your next project?
Whether you need high-precision batch production or expert advice on the best machining path, I am here to help.
Contact me today for a fast quote:
Email: info@ranglink.com
WhatsApp: Message us on WhatsApp
- Detailed explanation of mechanical deflection in engineering.
- Metallurgical properties and applications of tool steel alloys.
- Information on the chemical and physical properties of titanium.
- Guide to the Rockwell hardness scale and material measurement.
- Overview of metallurgy and the physical behavior of metallic elements.
- Scientific principles of fluid flow and dynamics in engineering.
- Properties of graphite and its uses as a conductive material.
- Design and function of blades used in gas and steam turbines.
- Information on Computer-Aided Design software and engineering modeling.
- Official standards for ISO 9001 quality management systems.
- Manufacturing methods and importance of the deburring process.